
ئالماس تىترەش پەردىسى ۋە ئۇنى ياساش ئۇسۇلى، قېلىپنىڭ ئەگرى يۈزى بىلەن پارچىلانغان گازنى قوزغىتىدىغان بىردەك بولمىغان ئېنېرگىيە ئوتتۇرىسىدىكى ئارىلىقتىن پايدىلىنىپ، قېلىپنىڭ ئۈستىدىن پارچىلانغان گازنى قوزغىتىدىغان بىردەك بولمىغان ئېنېرگىيەنى (مەسىلەن، ئىسسىقلىق قارشىلىق سىم، پلازما، ئوت) ئۆتكۈزۈپ بېرىدۇ. پەرقلەر ھەر خىل قىزىتىش ئۈنۈمىنى ھاسىل قىلىدۇ. ئالماس ماتېرىيالى قېلىپنىڭ يۈزىگە قاپلانغاندا، ئالماس ماتېرىيالىنىڭ ئۆسۈشى ئوخشىمايدۇ، شۇڭا ئالماس تىترەش پەردىسى بىردەك بولمىغان تىترەش خۇسۇسىيىتىگە ئىگە، شۇڭا ئالماس تىترەش پەردىسى كەڭ ئاۋاز كەڭلىكىگە ئىگە.
دىئافراگما ماتېرىيالىنى تاللىغاندا، ئاساسلىق ئويلىنىشقا تېگىشلىك نەرسە قاتتىقلىق ۋە سۈمۈرۈش خۇسۇسىيىتى. قاتتىقلىق ماتېرىيالنىڭ تەبىئىي چاستوتىسىنى بەلگىلەيدۇ، قاتتىقلىقى يۇقىرى ماتېرىيالنىڭ تەبىئىي چاستوتىسى نىسبەتەن يۇقىرى بولىدۇ، ئەكسىچە، قاتتىقلىقى تۆۋەن ماتېرىيالنىڭ تەبىئىي چاستوتىسىمۇ تۆۋەن بولىدۇ. سۈمۈرۈش خۇسۇسىيىتى ياخشى بولغان ماتېرىياللار تىترەش پەردىسىنىڭ سىلىق تىترەش ئىنكاسىنى كەلتۈرۈپ چىقىرىپ، تىترەش پەردىسىنىڭ ئاۋاز بېسىمى سەۋىيەسىنى سىلىقلاشتۇرالايدۇ.
ئەنئەنىۋى جەھەتتىن كۆپ ئۇچرايدىغان تىترەش پەردە ماتېرىياللىرىغا قەغەز، پولىمېر سۇلياۋ ماتېرىياللىرى، مېتاللار (Be، Ti، Al)، ساپال قاتارلىقلار كىرىدۇ. قەغەز ۋە پولىمېر ماتېرىياللىرى ياخشى سۈمۈرۈش خۇسۇسىيىتىگە ئىگە، ئەمما قاتتىقلىقى ناچار ۋە ئاسان بۇزۇلىدۇ، تۆۋەن قاتتىقلىق ئۇلارنى ياساشقا يېتەرلىك ئەمەس. ئەڭ چوڭ ئىشلىتىش چاستوتىسى چەكلىك. مېتال تىترەش پەردىسىنىڭ قاتتىقلىقى ياخشى بولسىمۇ، Be، Ti قاتارلىق يۇقىرى قاتتىقلىقتىكى مېتاللار قىممەت بولۇپ، پىششىقلاپ ئىشلەش تەس. ساپال ماتېرىياللاردا مۇرەككەپ سىنتېرلاش جەريانى مەسىلىسىمۇ بار. ئالماس ماتېرىيالىنىڭ ئېسىل مېخانىكىلىق خۇسۇسىيىتى ۋە كۈچلۈكلۈكى سەۋەبىدىن، ئۇ يېنىك، يۇقىرى قاتتىقلىقتىكى دىئافراگما ئىشلەپچىقىرىشقا ماس كېلىدۇ، ھەمدە ئوتتۇرا ۋە يۇقىرى چاستوتىلىق ياڭراتقۇلاردا ئىشلىتىشكە بولىدۇ. ئارزۇ قىلىنغان ئاۋاز دىئافراگمانىڭ تىترەش چاستوتىسى ئارقىلىق ھاسىل بولىدۇ. دىئافراگمانىڭ تىترەش چاستوتىسى قانچە يۇقىرى بولسا، دىئافراگمانىڭ مېخانىكىلىق كۈچلۈكلۈكى ۋە سۈپەت تەلىپى شۇنچە قاتتىق بولىدۇ، ئالماس ماتېرىياللىرىنى ئىشلىتىپ دىئافراگما ياساش بۇ مەقسەتكە يەتكىلى بولىدۇ.
ئادەتتە، تىترەش پەردىسىنىڭ ئىنكاس چاستوتىسى يۇقىرى چېكى بولىدۇ. قانداقلا بولمىسۇن، تىترەش پەردىسى ئالماس ياكى باشقا ماتېرىياللاردىن ياسالغان بولۇشىدىن قەتئىينەزەر، ئومۇمىي ماتېرىيال خۇسۇسىيىتىنىڭ بىردەكلىكى سەۋەبىدىن تەبىئىي چاستوتا مەلۇم دائىرىدە چەكلىنىدۇ، بۇ ئۇنىڭ بەلۋاغ كەڭلىكى ئىقتىدارىنى چەكلەيدۇ. سۈمۈرۈش خۇسۇسىيىتى ۋە قاتتىقلىقىنى خالىغانچە ئۆزگەرتكىلى بولمايدۇ، بۇ ئۇنىڭ ئاۋاز سۈپىتى ۋە تىمبرا ئىقتىدارىنى چەكلەيدۇ. شۇڭا، ئەگەر سىز ئىنسان قۇلىقىغا ماس كېلىدىغان چاستوتا دائىرىسىنى قاپلىماقچى بولسىڭىز، ئەڭ ياخشى ئاۋاز ئۈنۈمىگە ئېرىشىش ئۈچۈن، ئادەتتە ئوخشاش ۋاقىتتا ئوخشىمىغان بەلۋاغ كەڭلىكى ۋە چاستوتا يۇقىرى چېكىگە ئىگە كۆپ دىئافراگما ئورنىتىشىڭىز كېرەك. شۇڭا، ئىلگىرىكى تېخنىكىدا، تىترەش پەردىسىنى بۆلەكلەرگە بۆلۈپ ياساش ئۈچۈن ئوخشىمىغان ماتېرىياللارنى ئىشلىتىش تېخنىكىسى بار. تىترەش پەردىسىنىڭ مەركىزى قىسمى يۇقىرى قاتتىقلىقتىكى ماتېرىيالدىن، سىرتقى ھالقىسى تۆۋەن قاتتىقلىقتىكى ماتېرىيالدىن ياسالغان. ئاندىن بۇ ئىككى قىسىم بىرلەشتۈرۈلۈپ، بىرلا ۋاقىتتا ئىككى خىل ماتېرىيال قاتتىقلىقى ۋە قېلىنلىقىغا ئىگە بولۇپ، چوڭراق بەلۋاغ كەڭلىكىنى قاپلىيالايدۇ. قانداقلا بولمىسۇن، تىترەش پەردىسىنىڭ قېلىنلىقى ئادەتتە ئىنتايىن نېپىز بولىدۇ، ھەمدە ئۇلاش خىزمىتى قىيىن. ئەگەر ئۇنى ئالماس ماتېرىياللىرىغا ئىشلىتىش كېرەك بولسا، ئۇنىڭ باغلاش تېخنىكىسى ۋە باغلاش ئاگېنتى ناھايىتى چوڭ مەسىلە، شۇڭا ئۇنى ئالماس ماتېرىياللىرىغا ئىشلىتىش ئاسان ئەمەس.
يۇقىرىقى مەسىلىلەرنى ھەل قىلىش ئۈچۈن، بۇ ئىجادىيەت ئالماس تىترەش پىلاستىنكىسى ۋە ئۇنى ئىشلەپچىقىرىش ئۇسۇلىنى ئوتتۇرىغا قويدى، بۇ ئۇسۇل ئالماس تىترەش پىلاستىنكىسىنىڭ ھەر خىل رايونلىرىنىڭ قاتتىقلىقى، قېلىنلىقى ۋە سۈمۈرۈش خۇسۇسىيىتىنى ئۆزگەرتەلەيدۇ، شۇڭا ئۇنىڭ تىترەش خۇسۇسىيىتى بىردەك ئەمەس ھەمدە كەڭ چاستوتا دائىرىسىنى قاپلايدۇ.
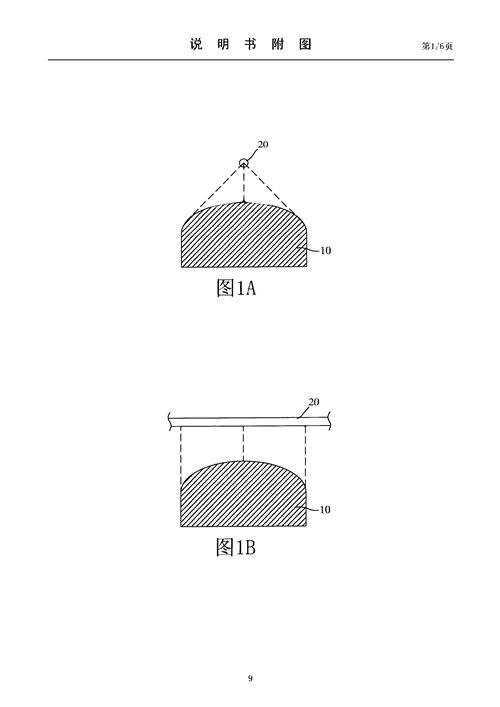
بۇ ئىجادىيەتتە ئاشكارىلانغان ئالماس تىترەش پەردىسى ۋە ئۇنى ئىشلەپچىقىرىش ئۇسۇلىغا ئاساسەن، يۈزى ئەگرى بولغان قېلىپ تەمىنلەنگەن بولۇپ، پارچىلىنىپ كەتكەن گازنى قوزغىتىدىغان بىر خىل ئەمەس (بىر خىل ئەمەس) ئېنېرگىيە قېلىپنىڭ ئۈستى تەرىپىدىن ئۆتۈپ، قېلىپنى قىزىتىش ئۈچۈن يۇقىرى تېمپېراتۇرا ھاسىل قىلىدۇ، شۇنىڭ بىلەن قېلىپنىڭ يۈزى تەڭسىز تېمپېراتۇرا تەقسىماتىغا ئىگە بولىدۇ.
مەسىلەن بىلەن
1. ئىسسىقلىق قارشىلىق سىمى مەركىزىي نۇقتا (ئەڭ يۇقىرى ئېنېرگىيە رايونى) بولۇپ، رېئاكسىيە ماددىسىنىڭ قويۇقلۇقى تەكشى ئەمەس ھالقا تەقسىملىنىشىنى كەلتۈرۈپ چىقىرىدۇ.
2. دولقۇن ئۇزۇنلۇقى، ئامپلىتۇدا ۋە تىك تۇرغان دولقۇنلارنىڭ يۇقىرى چاستوتىلىق ئېنېرگىيە بىلەن قوزغىتىلغان پلازماغا تەسىرى سەۋەبىدىن، رېئاكسىيە قىلىۋاتقان ماددىلارنىڭ قويۇقلۇقى تەكشى بولمىغان شار شەكىللىك بولۇپ قالىدۇ.
3. ئوت ئېنېرگىيىسى مەركىزىي رايوندىن سىرتقا قاراپ چېكىنىدۇ، ھەمدە رېئاكسىيەگە قاتناشقان ماددىلارنىڭ قويۇقلۇقى تەڭسىز، پەرقلىق تەقسىملىنىشنى كەلتۈرۈپ چىقىرىدۇ.
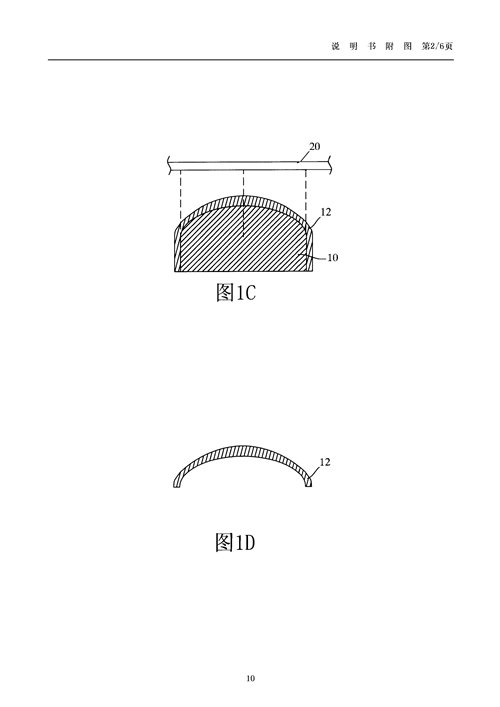
يۇقىرىدىكى ئېنېرگىيە ھاسىل قىلغان تېمپېراتۇرا ۋە رېئاكسىيە ماددىسىنىڭ قويۇقلۇقى تېز سۈرئەتتە سىرتقا چېكىنىدۇ؛ شۇڭا، ھەر خىل قېلىپ يۈزىنىڭ ئورۇنلىرى رېئاكسىيە ماددىسىنىڭ قويۇقلۇقىنىڭ ھەر خىل رايونلىرى بىلەن ئۇچرىشىپ، ھەر خىل قۇرۇلما ھالىتى ۋە ھەر خىل قېلىنلىقتىكى ئالماس پەردىلىرىنى ئۆستۈرىدۇ، بۇنىڭ بىلەن ئالماس ماتېرىيالى تەكشى ئەمەس. (بىر خىل ئەمەس) تىترەش خۇسۇسىيىتى، مەسىلەن قېلىنلىق ياكى قاتتىقلىق قاتارلىقلار تەكشى ئەمەس تەقسىملىنىدۇ، ئاندىن ئالماس نېپىز پەردىسى قېلىپتىن ئېلىۋېتىلىپ ئالماس تىترەش پەردىسىنى ھاسىل قىلىدۇ. ئالماس ماتېرىياللىرىنىڭ قۇرۇلما ھالىتى مىكرو كىرىستال (مىكرو كىرىستال)، نانو كىرىستال (نانو كىرىستال) قاتارلىقلارنى ئۆز ئىچىگە ئالىدۇ.
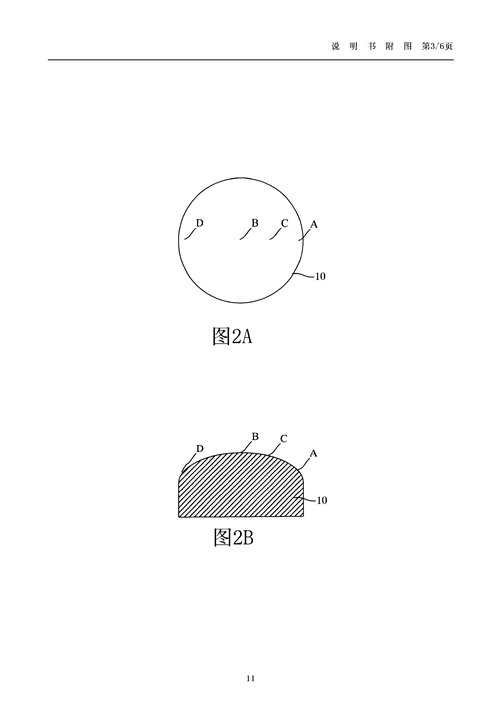
بۇ ئىجادىيەت ئارقىلىق ئىشلەپچىقىرىلغان ئالماس تىترەش پىلاستىنكىسىغا ئاساسلانغاندا، ئۇنىڭ قاتتىقلىقى ۋە قېلىنلىقى بىردەك ئەمەس، ئوتتۇرا قىسمىنىڭ قاتتىقلىقى يۇقىرى، گىرۋەك قىسمىنىڭ قاتتىقلىقى تۆۋەن، ئوتتۇرا قىسمىنىڭ قېلىنلىقى چوڭ، گىرۋەك قىسمىنىڭ قېلىنلىقى كىچىك. ھەر بىر قىسىمنىڭ تىترەش خۇسۇسىيىتى قاتتىقلىق ۋە قېلىنلىقنىڭ تەسىرىگە ئۇچرايدۇ. قېلىنلىقنىڭ تەسىرى ئايرىم-ئايرىم ھالدا ئوخشىمايدىغان تەبىئىي چاستوتىلارغا ئىگە، شۇڭا ئالماس دىئافراگما چوڭراق بەلباغ كەڭلىكىگە ئىگە بولالايدۇ.
رەسىملەرنىڭ چۈشەندۈرۈلۈشى
1A-1D بۇ ئىجادىيەتنىڭ تۇنجى ئەۋزەل ئەمەلگە ئاشۇرۇش ئۇسۇلىنىڭ ئىشلەپچىقىرىش جەريانىنىڭ سىخېماتىك دىئاگراممىلىرى؛
2A-رەسىم بىرىنچى ئەۋزەل قوللىنىلغان شەكىلدىكى قېلىپنىڭ ئۈستى كۆرۈنۈشى؛
2B-رەسىم بىرىنچى ئەۋزەل قوللىنىلغان شەكىلدىكى قېلىپنىڭ يان كۆرۈنۈشى؛
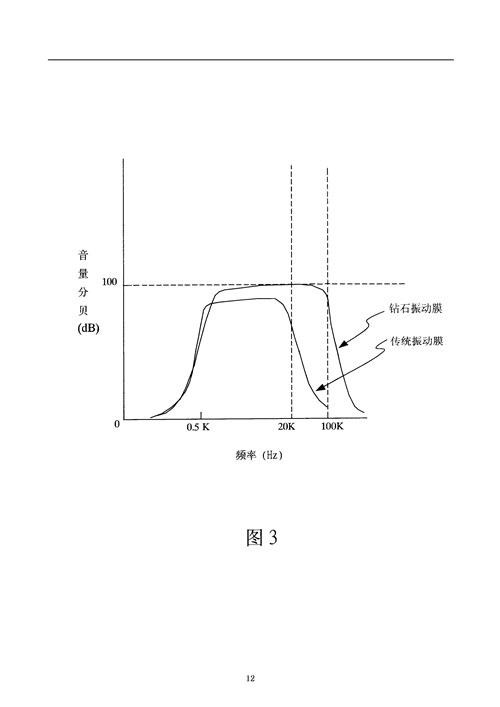
3-رەسىمدە بىرىنچى ئەۋزەل قوللىنىلغان ئەمەلىيلەشتۈرۈش ئۇسۇلى ۋە ئالدىنقى تېخنىكىنىڭ چاستوتا، ھەجىم ئانالىزى كۆرسىتىلدى؛ ۋە
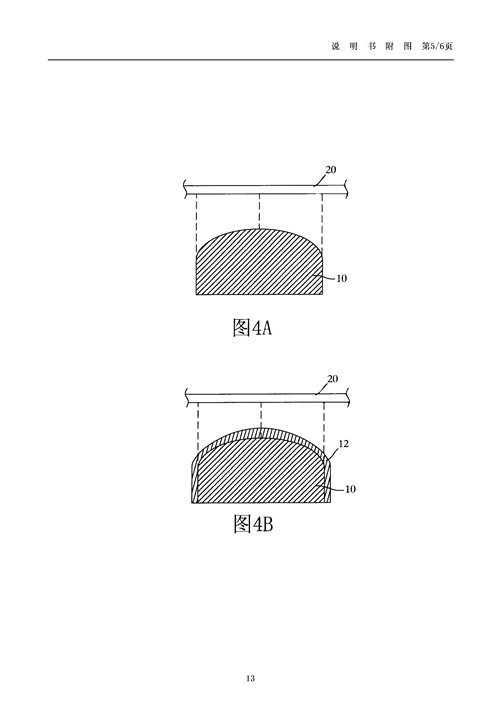
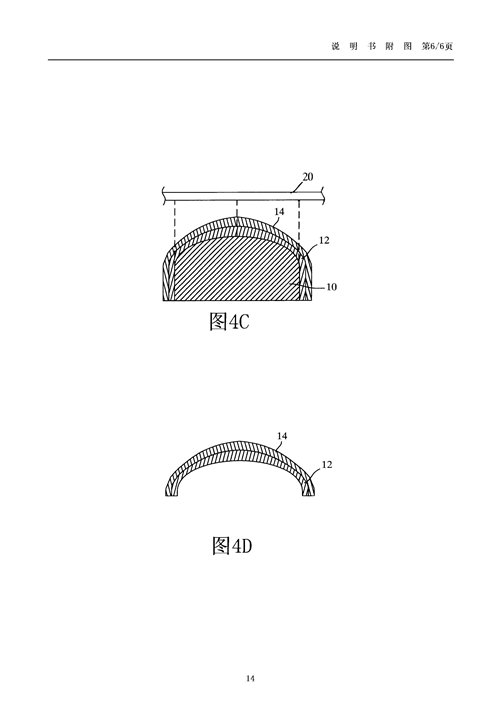
4A-4D بۇ ئىجادىيەتنىڭ تۇنجى ئەۋزەل ئەمەلگە ئاشۇرۇش ئۇسۇلىنىڭ ئىشلەپچىقىرىش جەريانىنىڭ سىخېماتىك دىئاگراممىلىرى.
ئۇلارنىڭ ئىچىدە، پايدىلىنىش بەلگىلىرى:
10 قېلىپ
12 بىرىنچى تىترەش قەۋىتى
14 ئىككىنچى تىترەش قەۋىتى
20 ئىسسىقلىق قارشىلىق سىم
A، B، C، D قېلىپ يۈزى
ئېلان قىلىنغان ۋاقىت: 2023-يىلى 6-ئاينىڭ 30-كۈنى